The Sand Casting Process |
||
 |
||
Terms Pattern – an exact replica of the object you want to cast. It is made of an easy to work material (often wood). The pattern is used to make molds for casting. Pouring Cup – basically a funnel that provides an easy target for the metal to be poured into the mold. Sprue – a hole where the metal enters the mold. It is ideally tapered to prevent air from entering the casting. Well – forms a cushion for the metal pouring through the sprue so the sand is not washed into the casting (see the diagram under “Rules for Gating.” Runner – a channel for the metal to get to the negative space left by the pattern. Riser – as the casting cools it will shrink. Because the riser is larger, it will cool slower and feed liquid metal to the shrinking casting, thus preventing a number of defects. Gate – the place or places where the metal enters the casting. Skim Bob – a small hollow above the runner that acts to skim off floating dross, sand and debris so it does not enter the casting. Flask – a box that contains the mold. Usually it is composed of two parts like two picture frames that fit together.
The Sand Casting Process: A very brief overview 1. Molten metal is taken from a furnace and poured into a sand mold. 2. The sand in the mold is held together by a binder such as clay and a little water or oil. 3. The mold is made by packing the sand around a pattern or duplicate of the piece to be cast. 4. The flask is a box that holds the sand around the pattern. 5. First, the sand is packed or rammed around the pattern, then the mold is opened and the pattern removed. 6. If required, sand cores are set into place to create negative spaces in the final piece. 7. A hole is cut into the sand for the metal to be poured into 8. Channels are made so the metal can flow from the bottom the bottom of the hole into the place the pattern was. 9. The hole and channels have a variety of names based on their purpose. 10. The mold is closed and the molten metal is poured into a basin or pouring cup. 11. It then flows through a hole in the sand called a sprue. 12. The molten metal flows into the mold cavity through a gate and into the negative space left by the pattern. 13. After the metal has cooled, the casting is removed from the sand, cleaned and polished.
|
||
 |
||
Rules for Gating Sprues, runners and gates are the plumbing system that delivers molten metal to the casting. For simple castings, there is no need to create a complicated gating system. The main principle is to avoid sharp corners. A simple hole for a sprue and a straight runner will suffice (as shown on the right). If there are problems with the casting, or it is a more complicated shape, then you may need to review the guidelines below. Follow these general rules for simple gating. The goals of the gating system are: 1. Minimize turbulence to avoid trapping gasses and breaking off pieces of the sand mold. 2. Fill the mold before the metal starts to solidify 3. Avoid shrinkage (both internal and surface) by feeding the casting with molten metal. General Guidelines: 1. Gate into the thickest part of the casting. This promotes differential cooling. 2. Be sure there is a runner 1 1/2 times the thickness of the area where the gate enters the casting. 3. Avoid sharp corners. These cause turbulence and can break off and wash into the mold. 4. Thick areas of the casting that cannot be fed from the main runner should have a riser to feed them.
|
||
 |
||
Gating from the cup down: 1. Pouring Cup: The main purpose of the pouring cup is to provide a large area for the metal to be poured in. It can also be used to slow the speed of the metal so it will not erode the inside of the mold by making a pouring basin in the sand (as pictured above). 2. Sprue: Ideally, you want to keep the sprue filled with metal throughout the pour.
3. Well: The well both provides a cushion to prevent sand from being washed into the mold, and decreases the speed of the molten metal.
4. Runners and gates: One of the most important goals in designing the runner is to prevent turbulence. Runners should also regulate the speed the molten metal enters the casting. A simple gating system is shown below.
|
||
 |
||
5. Risers: Risers insure a flow of molten metal to the part being cast as it’s starting to solidify. Without a riser, the heavier parts of the casting will have shrinkage defects, either on the surface or internally. The riser is a vertical portion of the gating system, similar to a straight sprue that stores molten metal until it is needed by the casting – thus the riser must stay molten longer then the casting.
|
||
 |
||
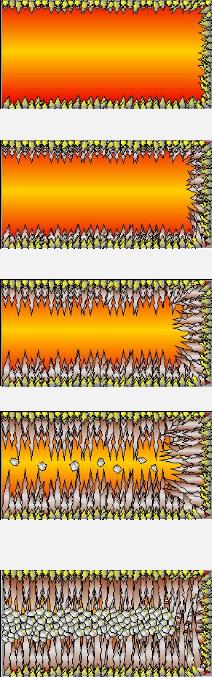
How Metals Solidify An understanding how metal solidifies is one of the keys to solving problems and creating good sound castings. As the metal cools, it solidifies, but it does not solidify all at once. Thinner areas, sections with greater surface area and parts of the casting that fill first will cool faster. Conversely, areas of the casting that are thick, shapes with little surface area and the last part to fill will cool slowest. Further, metal does not just instantly solidify it crystallizes, and as it does so, shrinks. A good casting results from differential cooling. This means that the casting will cool from the furthest area from the gate towards the gate with the runner solidifying last. This principle defines where gates enter the casting, and whether risers are necessary. When the liquid metal is poured into the mold, it solidifies in the following: |
||
A. A thin layer cools and solidifies where the metal touches the mold surface. B. Heat is sucked out of the metal anywhere it is touching the mold, and crystal dendrites form along the surface layer. C. As heat continues to leave via the metal/mold interface, the dendrites grow. D. Metal in the center finally cools enough to start to crystallize. Small seed crystals form. E. These seed crystals multiply and grow until the casting is solid.
Shrinkage -- The crystals are denser then the liquid, and therefore take up less space. Liquid metal must flow to where crystallization is occurring from some other part of the casting. If there is not enough liquid metal to feed the crystal growth, or the gates freeze off before the casting is completely solidified (preventing additional liquid metal from reaching the casting) shrinkage will occur in the casting. This shrinkage could be internal leaving holes and gaps inside the metal, or external causing a depression in the surface of the casting. Principles of Differential Cooling – or How to Prevent Shrinkage 1. Runners, risers and gating should be constructed so that the casting will solidify from the furthest point away from the gates, toward the gates so that there is always liquid metal supplied to the solidifying metal. 2. If this is not possible, then risers must be added to provide liquid metal to the parts of the casting that cannot be fed from the gates. 3. Be sure there is a runner 1 1/2 x the thickness of the area where the gate enters the casting. |
||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||